ダイカスト金型の損傷部の補修や形状修正用の肉盛用ティグ溶接棒です。溶接した状態でダイカスト金型とほぼ同等の硬さが得られるようにしたことで、後熱なしの場合に、従来のマルエージング鋼よりもヒートチェックの発生や進行を遅らせて、補修部の金型寿命を延長できます。
特長
| 溶接ままの硬さ | ダイカスト金型と、ほぼ同等の 43~48HRC |
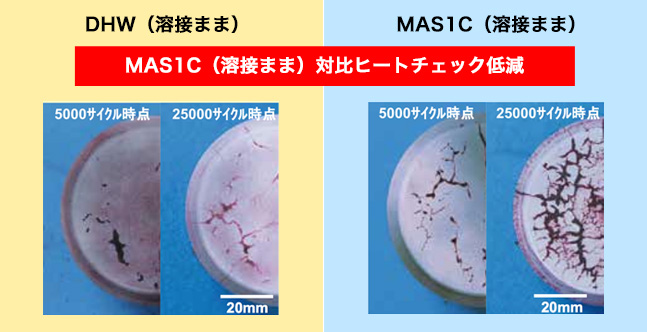
| 溶接部の耐ヒートチェック性 |
溶接ままでマルエージング鋼対比同サイクル数でヒートチェック低減 (当社調べ) |
| コバルトフリー |
特定化学物質障害予防規則等に該当する元素を含みません (マルエージング鋼は同規則の該当元素を含有) |
| 補修部の再窒化処理可能 | ダイカスト金型用の窒化条件で窒化が可能です |
溶接部の損傷例
比較例
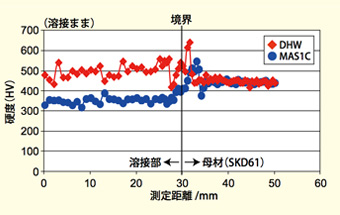
溶接部の硬さ例
サンプル:SKD61ブロック上に1㎜肉盛り
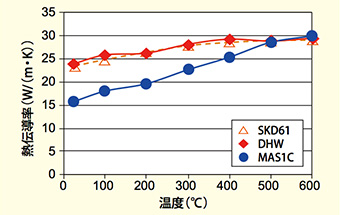
熱伝導率例
SKD61 ブロック上に溶接
レーザーフラッシュ法
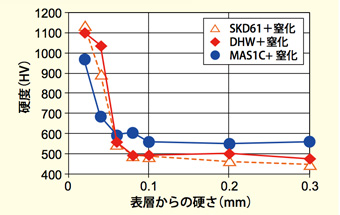
窒化特性例
SKD61 ブロック上に溶接
ガス窒化:510℃×4H
溶接条件
| 棒径(mm) | 1.6 | 2.4 | |
| 溶接条件 | 溶接電流(A) |
70~150 (実例:100) |
100~250 (実例:120) |
| アルゴン流量(l/min) | 6~9 | 7~10 | |
金型を予め約300℃に予熱することを推奨します。溶接による熱応力を除去する場合、450~550℃の後熱を推奨します。
TIG用溶接棒の寸法(㎜)
| 棒径 | 1.0 | 1.2 | 1.6 | 2.0 | 2.4 | 3.2 | 4.0 |
| 棒長 | 約1000 | ||||||
金型を予め約300℃に予熱することを推奨します。溶接による熱応力を除去する場合、450~550℃の後熱を推奨します。
注意とお願い
本資料に記載されているデータは当社試験による代表的な値であり、製品を使用された場合に得られる特性を保証するものではありません。また、本資料記載の情報は今後、予告なしに変更される場合がありますので、最新の情報については、各担当部署にお問い合わせください。
なお、本資料に記載された内容の無断転載や複製はご遠慮願います。
関連資料ダウンロード

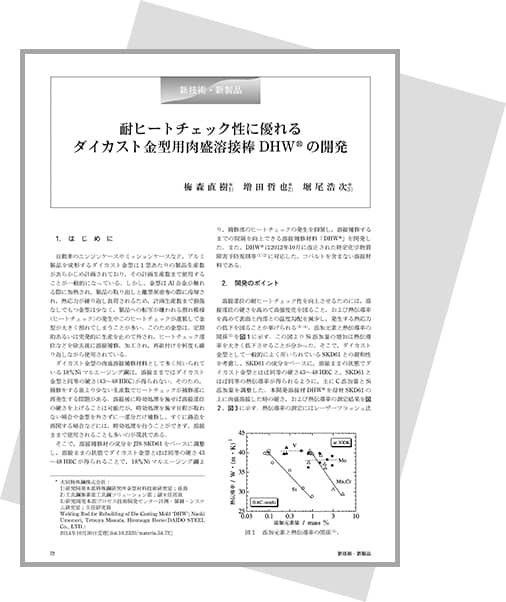
出典:梅森直樹・増田哲也・堀尾浩次(2015)「耐ヒートチェック性に優れるダイカスト金型用肉盛溶接棒DHW®の開発」,『まてりあ(Materials Japan)』(第54巻第2号,2015年2月),p72-74
















内容を確認後、連絡させていただきます。